 服务热线:
服务热线: 在可视化大屏应用中,“单屏大尺寸”正在成为许多工厂车间的主流选择:相较拼接墙,单屏大尺寸在画面完整性、安装调试复杂度、长期一致性维护成本方面更有优势,尤其适合生产看板、能耗看板、设备OEE、质量追溯、安环监控、工艺参数展示等场景。
但车间环境与普通会议室不同:照度更高、粉尘油雾更多、干扰更强、连续运行更长、人员观看距离更近(3米以内),这意味着可视化大屏对LCD工业液晶屏的要求不能只写“尺寸+分辨率”,而需要从“可读性、稳定性、集成可交付、可维护”四个维度把指标落到工程可验收的层面。

一、车间可视化大屏的真实矛盾
车间大屏经常遇到三类看似简单、实则决定成败的问题。
第一类是可读性在现场失真。实验室或样机阶段画面清晰,上墙后在强顶灯、侧窗反光、金属设备镜面反射叠加下出现“发灰、字体边缘糊、暗背景细节丢失”。这类问题的根因往往是“有效对比不足”,而非单纯亮度不够。
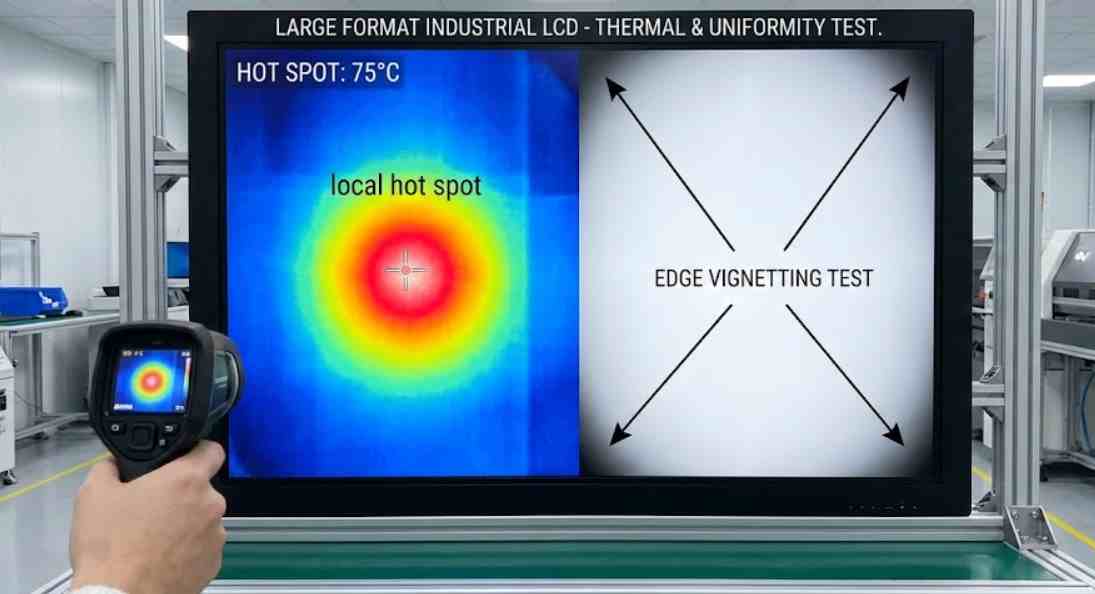
第二类是长时运行稳定性不足。车间大屏多数要求长时间常亮,若背光热稳态管理不足、散热路径设计不合理、灰尘堆积导致温升,容易出现亮度漂移、局部热斑、偶发闪屏、重启、黑屏等现象。对生产管理而言,这类中断比“画质稍差”更不可接受。
第三类是运维成本被低估。单屏大尺寸虽然减少拼接校准,但一旦出现批次差异、色温漂移或整机故障,现场更换、参数恢复、内容重连、权限配置都需要体系化方案。若缺少远程管理与参数锁定机制,“同一工厂不同区域大屏观感不一致”的问题会在后期集中爆发。
因此,车间单屏大尺寸可视化大屏的LCD工业液晶模组,应以“现场可读性+连续运行可靠性+工程集成抗干扰+运维一致性”作为目标,而不是把指标堆在纸面上。
二、3米以内观看距离下,清晰度与一致性优先
1、尺寸与分辨率:以信息密度为核心,而不是盲目追求更高分辨率
3米以内观看,屏幕承担的通常是“数字、表格、曲线、状态灯、告警卡片”的组合信息。分辨率选择的关键在于:最小字号、最细线条在3米距离下仍可一眼识别。
对于看板类内容,过高分辨率并不一定带来更好的可读性,反而会因为内容制作不匹配、缩放算法不佳导致字体发虚、线条锯齿或边缘抖动。更稳妥的做法是先定义UI规范:最小字号、主指标字号、表格行高、告警条高度,再反推分辨率与渲染输出策略(例如固定输出4K信号或固定画布比例),让“内容—输出—显示”形成闭环。
2、亮度与“有效对比”:车间场景更应该写成“在某照度下可读”
车间照度通常明显高于普通办公室,且反射源复杂。亮度指标若只写“某nit”,很容易在现场失效。更建议把需求表达为:在典型车间照度条件下(例如数百到上千lux的范围内),黑底白字、深色背景图表仍可清晰分辨,暗部层次不被抬平。
这本质是“有效对比”问题:环境光进入人眼后会抬高屏幕黑位,使对比下降。提升有效对比的路径包括:适当提高亮度、降低表面反射、减少内部多次反射、优化UI对比度。实际工程中,降低反射往往比继续堆亮度更直接、更省能耗、更利于寿命。
3、视角一致性:多人同时观看时,侧视不偏色、不反转
车间大屏常被多人从不同角度观看。工业LCD应保证较宽的可视角度下,颜色不明显偏移、灰阶不反转、对比不快速衰减。否则站在侧边的人员会出现“看不清、误读数据”的问题,影响管理决策的可靠性。
4、亮度与色彩均匀性:单屏大尺寸更要控制“局部热斑”和“边缘暗角”
单屏大尺寸最影响“高级感”的不是分辨率,而是均匀性。车间看板常用纯色底与大块色卡,若存在边缘暗角、局部偏黄偏蓝、热稳态后出现亮度不均,会非常显眼。
均匀性不仅取决于面板本体,也与背光结构、导光设计、散热布局、机壳压装应力有关。对整机交付而言,建议把“常温均匀性”和“热稳态均匀性”都纳入控制目标,避免上墙一段时间后出现局部变暗或偏色。
5、响应与拖影:以内容类型决定要求
车间可视化大屏以静态看板为主,响应时间并非越快越好,而是要避免关键告警闪烁、画面切换拖尾影响识别。若大屏承担实时视频(如安防预览)或高速趋势曲线,响应要求应相应提高,并在真实刷新率与信号链路上做匹配,避免“输入60Hz、显示端处理延迟过大”的观感问题。
三、反射控制、耐污易清洁是车间大屏的核心竞争点
车间大屏的可读性常常败在“表面反光与污渍”。因此,LCD工业液晶屏在此类应用中,需要把光学前表面当作系统工程处理。
1、AR/AG/AF如何取舍
AR(减反射)用于降低镜面反光峰值,能显著改善强灯光下的可读性,是车间场景的优先项。
AG(防眩)通过散射高光降低眩光,但雾度过高会导致字体边缘发糊、细线条变粗,应控制在“读图表不糊、看数值不虚”的范围。
AF(防指纹/易清洁)可降低油污附着与擦拭残留,车间环境粉尘油雾更常见,AF对长期观感与运维效率提升明显。
实际项目中,常见的稳妥组合是以AR为基础、AG适度、AF按维护需求配置,使反射与清晰度取得平衡。
2、盖板玻璃与安全防护
车间大屏存在碰撞风险(叉车、物料搬运、工具意外)。盖板玻璃厚度、强化方式、边缘倒角与固定方式需要按公共设备标准思路设计,避免碎裂风险与边缘翘起。
同时,盖板与前框的结构要兼顾可维护性:单屏大尺寸的更换成本高,前维护结构、快拆与防呆设计能显著降低停机时间。
3、空气层与贴合:提高通透感并降低内部反射
若采用“玻璃+空气层+LCD”的结构,内部反射会抬高黑位,使画面发灰。贴合(尤其光学贴合)可以减少内部反射、提升有效对比,并在一定程度上降低灰尘进入造成的雾化风险。
贴合带来的代价是返修复杂度提升,因此更推荐在整机层面走“模组化更换”思路:将玻璃、触控(如有)、LCD形成一体模块,现场直接更换模块而非拆胶返工。
四、大屏常亮的关键是“热稳态”和“降额策略”
车间可视化大屏常见的运行模式是长时间常亮,部分工厂甚至要求全年不停机。这对背光寿命与整机可靠性提出了更高要求。
1、背光寿命不等于“标称小时数”,关键在温升与工作点
背光衰减与温度高度相关。标称寿命更多是参考值,真正决定寿命的是背光电流、热设计与长期热稳态温度。
更可交付的做法是引入“背光分档策略”:白天车间照度高时提高亮度保证可读,夜间或低照度时自动降亮,既保证观感,也显著降低热负荷与光衰速度。
2、热设计:把“热源、风道、灰尘”一起考虑
车间粉尘更容易造成散热口堵塞与散热片积灰。散热方案需要考虑长期积灰后的热稳态,而不是只看新机温升。
工程上常用的路径包括:优化导热路径(背板导热、热扩散)、合理对流通道、必要的防尘网与可维护滤网、以及风扇寿命与噪声控制。
若使用风扇,建议有转速监测与告警,避免风扇衰减导致的隐性过热。
3、防残影策略:静态看板必须提前规划
车间看板的界面往往长期固定区域(例如左上角Logo、右侧告警栏、底部导航)。LCD也可能出现残影问题,尤其在高亮、长时静止画面下更明显。
更稳妥的方案是系统级策略前置:像素微移、定时屏保、区域轮换、UI布局轻微变化、告警区域动态刷新等,让风险分散,而不是等现场出现残影再被动处理。
五、车间环境下,稳定比高指标更重要
车间现场常见电磁干扰源包括电机启停、变频器、焊机、继电器、大功率电源等。大屏若出现偶发黑屏、闪烁、花屏,根因往往在供电与接地、信号链路而非面板本体。
1、供电鲁棒性:抗波动、抗浪涌、抗瞬态
单屏大尺寸整机功耗较高,供电需具备稳压能力与瞬态抑制。建议在整机方案中考虑浪涌防护、滤波、良好接地与必要的保持时间设计,避免车间电网波动导致的重启或闪屏。
2、信号接口与链路:3米以内也要关注信号完整性
单屏大尺寸常用HDMI/DP输入,内部可能为eDP/LVDS链路。车间布线容易与动力线并行,干扰叠加会造成图像抖动、雪花点、偶发黑屏。
工程要点包括:屏蔽线缆与正确接地、避免长距离并行、合理端接、必要时使用信号隔离或中继方案,并建立标准化线束规范以便批量交付。
3、静电与地线:前表面需要可控泄放路径
车间人员走动与干燥季节容易产生静电。若前框、玻璃与触控(如有)没有明确泄放路径,可能导致触控异常或系统重启。结构接地策略需要在设计阶段明确:导电泡棉、接地弹片、机壳与电源地的连接方式,避免“靠运气接地”。
六、单屏大尺寸更要“抗振、抗松动、可维护”
车间环境振动并非车载级别,但设备运行与地面震动会长期作用于支架与紧固件。单屏大尺寸的结构方案应重点满足:
第一,安装强度与防坠落。挂装支架、螺丝锁固、背板加强筋要按安全冗余设计,避免长期松动带来风险。
第二,前维护与快速更换。车间停机成本高,建议结构支持前维护或快速拆装,电源与信号接口采用防呆、防松结构,便于运维人员快速恢复。
第三,防尘与清洁便利。外壳缝隙、散热口设计应兼顾防尘与可清洁,避免积灰后热稳态恶化。
第四,人因工程。3米以内观看需要合理的安装高度与仰角,避免强灯光在特定角度形成眩光死角,影响读取关键指标。
| 品牌 | 型号 | 尺寸/分辨率 | 亮度 (nit) | 对比度 | 工作温度 (°C) | 其他特性 |
| 京东方 | NV185BGM-N12 | 18.5"/1920x1080 | 1000 | 1000:1 | -30~80 | 高亮宽温,抗振设计,适合工厂大屏可视化 |
| 龙腾 | M190PW01 V8 | 19"/1440x900 | 450 | 1000:1 | -20~70 | 宽温高对比,工业耐用,抗震支持 |
| 天马 | TM190MFS01 | 19"/1440x900 | 1000 | 1000:1 | -30~80 | 高亮宽温,适合工厂监控,抗振优化 |
| 群创 | G185HAN01.1 | 18.5"/1920x1080 | 500 | 1000:1 | -30~80 | 宽温高亮,抗眩光,工厂可视化应用 |
| 友达 | G185HAN01.1 | 18.5"/1920x1080 | 500 | 1000:1 | -30~85 | AR涂层宽温,抗震耐用,适合工厂大屏 |
七、让LCD工业大屏“更适合看板”
单屏大尺寸的大屏效果不仅由硬件决定,也由内容呈现方式决定。为了在车间环境下稳定可读,建议内容系统遵循以下原则:
第一,字体与线条按3米可读设计。主指标字号足够大,表格行高适当,细线条减少,尽量使用高对比色块与清晰层级。
第二,深色背景需谨慎。深色背景在强反射环境下更容易发灰,关键区域可使用中性底色或提高局部对比,确保黑位不被抬平后仍可识别。
第三,告警信息突出且可被快速理解。告警卡片、颜色规则、闪烁策略需统一,避免过度闪烁造成视觉疲劳。
第四,静态区域做轻微动态或轮换。用于降低残影风险,同时提升“系统在运行”的感知。
八、验收与测试建议
为了避免上墙后争议,建议在项目阶段明确可验收的测试项。以下维度更贴近车间单屏大尺寸大屏的真实风险:
第一,可读性现场验证。在实际安装位置与典型车间照明条件下,检查关键数字、曲线、表格是否清晰,暗部是否丢失,是否存在眩光死角。
第二,连续运行热稳态测试。连续运行一定时长后(例如数十小时级别),观察亮度是否漂移、是否出现局部热斑、是否闪屏重启,记录机内关键温度点。
第三,供电波动与抗干扰测试。在车间常见用电波动条件下,验证是否出现画面异常、黑屏、重启,必要时做电源瞬态与ESD相关验证。
第四,均匀性与一致性验证。检查常温与热稳态下的亮度/色彩均匀性,避免大面积纯色底出现明显“云斑、暗角”。
第五,运维恢复验证。断电来电后自动恢复显示、自动回到看板页面、参数不丢失;远程开关机、远程调光、日志可追溯。
把这些测试项写清楚,单屏大尺寸方案的交付风险会显著降低。
九、车间单屏大尺寸可视化大屏
在3米以内观看、车间照明与干扰环境下,单屏大尺寸可视化大屏用LCD工业液晶屏应重点满足四件事:
其一,现场有效对比足够,反射可控,字体曲线清晰可读;
其二,7×24长时运行热稳态稳定,背光有合理降额与防残影策略;
其三,供电与信号链路抗干扰、抗波动,避免偶发黑屏与闪屏;
其四,结构安全可靠、便于维护,运维端支持远程管理与参数一致性控制。
当这些要求被明确并落到工程验证与运维体系上,单屏大尺寸LCD工业大屏才能真正成为车间“可信的信息入口”,而不是只能在验收当天表现良好的展示设备。杭州立煌科技有限公司作为一家专注于工业领域的液晶显示驱动方案提供商,与京东方(BOE)、天马(TIANMA)、龙腾(IVO)、友达(AUO)、群创(Innolux)、京瓷(Kyocera)等多家全球领先液晶面板制造商建立深度合作关系,专业供应多品牌、全系列的工业级液晶显示屏与定制化解决方案。







7寸液晶屏工业液晶屏 G070VW01 V002")
